






产品分类 更多>>



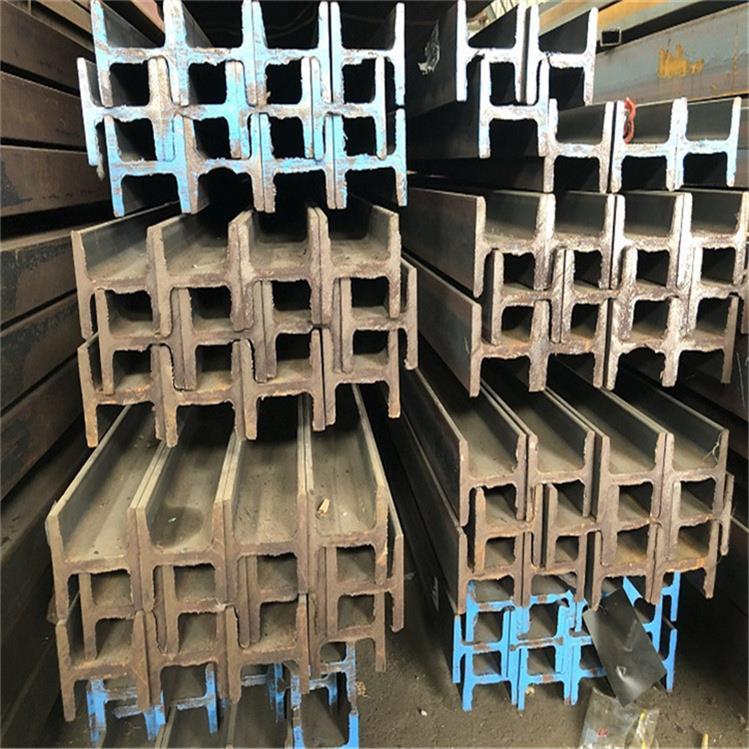
英标H型钢材料:
然而,钢绳内部钢丝间的微动是保持钢丝绳特有性能(如柔韧性)的固有属性。钢丝之间的微动不能去除,只能采取技术措施对钢丝表面予以保护,以延缓微动损伤的发生。微动疲劳损伤与材料的表面性能密切相关。利用表面工程技术,可以提高传统材料抗微动疲劳的性能和增强新材料的微动疲劳抗力;采用表面改性手段,可有效提高材料的抗微动损伤性能,提高耐磨性,改善抗微动损伤性能。采取这些表面防护措施,有利于削弱或阻断钢丝间相对滑动时摩擦力作用所带来的危害,从而、延缓钢丝表面微动损伤的发生,并大幅度延长钢丝绳使用寿命。
一、UB910*305*201英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢低合金钢的含镍量不过1%。这一元素对钢的增不够,而对塑性及冲击韧性却有良好的影响,并且能提高钢的抗脆性破坏性能。镍的含量往往由于它的而受到限制。
二、UB910*305*201英标H型钢力学性能、物理性能和化学性能:
导致型钢混凝土结构出现结构失稳的主要原因主要有两个方面,首先,柱内型钢的强度低于纵筋,从而导致型钢失稳的发生。其次,柱子上混凝土的脱落,使型钢混凝土的侧向刚强度降低。这一问题往往表现为型钢混凝土柱剪切黏结的破坏,通过型钢与混凝土之间的黏结作用逐渐减弱,直至消失,最终导致型钢外侧的混凝土齿裂,影响混凝土作用的发挥 [2] 。
三、UB910*305*201英标H型钢热扎工艺手段:(2)热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显着裂纹愈合,减少或消 除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。

四、UB标H型钢规格型号表:
UB127*76*13UB152*89*16UB178*102*19UB203*133*25
UB203*133*30UB254*102*25UB254*102*28UB254*146*31
UB254*146*37UB254*146*43UB305*102*25UB305*102*28
UB305*102*33UB305*127*37UB305*127*42UB305*127*42
UB305*165*40UB305*165*46UB305*165*54UB356*127*33
UB356*127*39UB356*171*45UB356*171*51UB356*171*57
UB406*140*39UB406*140*46UB406*178*54UB406*178*60
UB406*178*67UB406*178*74UB457*152*5UB457*152*60
UB457*152*67UB457*152*74UB457*152*82UB457*191*67
UB457*191*74UB457*191*82UB457*191*89UB457*191*98
UB533*210*82UB533*210*92UB533*210*101UB533*210*109
UB533*210*122UB610*229*101UB610*229*113UB610*229*125
UB610*229*140UB610*305*149UB610*305*179UB610*305*238
UB686*254*125UB686*254*140UB686*254*152UB686*254*170
UB762*267*134UB762*264*147UB762*267*173UB762*267*197
UB762*267*220UB838*292*176UB838*292*194UB838*292*226
UB910*305*201UB910*305*224UB910*305*253UB910*305*289
UB914*419*343UB914*419*388UB914*419*446UB914*419*488
UB914*419*534UB914*419*585UB1016*305*222UB1016*305*249
UB1016*305*272UB1016*305*314UB1016*305*349UB1016*305*393
UB1016*305*415UB1016*305*438UB1016*305*494UB1016*305*584
钢铁冶金:CCT曲线的绘制试样钢种为WLX82A,轧制前坯料尺寸为200mm200mm6000mm,成品断面尺寸为.5mm。于粗轧机出口摆剪处剪下一段粗轧坯试样,加工为中8mm15mm的圆柱体。将试样加热至1100℃,保温5min后冷却至1050CC,以50/s应变速率、60%相对变形程度进行压缩变形。根据现场的生产工艺,设定了3个起始冷却温度880、910、940℃,变形后的试样分别从880、910、940℃开始以0.10、20、30、40℃/s7种不同的冷却速度进行冷却至200℃,测得温度.膨胀量时间曲线,用热膨胀法确定相变温度和时间,利用Origin软件绘制动态CCT曲线。
然而,钢绳内部钢丝间的微动是保持钢丝绳特有性能(如柔韧性)的固有属性。钢丝之间的微动不能去除,只能采取技术措施对钢丝表面予以保护,以延缓微动损伤的发生。微动疲劳损伤与材料的表面性能密切相关。利用表面工程技术,可以提高传统材料抗微动疲劳的性能和增强新材料的微动疲劳抗力;采用表面改性手段,可有效提高材料的抗微动损伤性能,提高耐磨性,改善抗微动损伤性能。采取这些表面防护措施,有利于削弱或阻断钢丝间相对滑动时摩擦力作用所带来的危害,从而、延缓钢丝表面微动损伤的发生,并大幅度延长钢丝绳使用寿命。
一、UB910*305*201英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢低合金钢的含镍量不过1%。这一元素对钢的增不够,而对塑性及冲击韧性却有良好的影响,并且能提高钢的抗脆性破坏性能。镍的含量往往由于它的而受到限制。
二、UB910*305*201英标H型钢力学性能、物理性能和化学性能:
导致型钢混凝土结构出现结构失稳的主要原因主要有两个方面,首先,柱内型钢的强度低于纵筋,从而导致型钢失稳的发生。其次,柱子上混凝土的脱落,使型钢混凝土的侧向刚强度降低。这一问题往往表现为型钢混凝土柱剪切黏结的破坏,通过型钢与混凝土之间的黏结作用逐渐减弱,直至消失,最终导致型钢外侧的混凝土齿裂,影响混凝土作用的发挥 [2] 。
三、UB910*305*201英标H型钢热扎工艺手段:(2)热轧能改善金属及合金的加工工艺性能,即将铸造状态的粗大晶粒破碎,显着裂纹愈合,减少或消 除铸造缺陷,将铸态组织转变为变形组织,提高合金的加工性能。
四、UB标H型钢规格型号表:
UB127*76*13UB152*89*16UB178*102*19UB203*133*25
UB203*133*30UB254*102*25UB254*102*28UB254*146*31
UB254*146*37UB254*146*43UB305*102*25UB305*102*28
UB305*102*33UB305*127*37UB305*127*42UB305*127*42
UB305*165*40UB305*165*46UB305*165*54UB356*127*33
UB356*127*39UB356*171*45UB356*171*51UB356*171*57
UB406*140*39UB406*140*46UB406*178*54UB406*178*60
UB406*178*67UB406*178*74UB457*152*5UB457*152*60
UB457*152*67UB457*152*74UB457*152*82UB457*191*67
UB457*191*74UB457*191*82UB457*191*89UB457*191*98
UB533*210*82UB533*210*92UB533*210*101UB533*210*109
UB533*210*122UB610*229*101UB610*229*113UB610*229*125
UB610*229*140UB610*305*149UB610*305*179UB610*305*238
UB686*254*125UB686*254*140UB686*254*152UB686*254*170
UB762*267*134UB762*264*147UB762*267*173UB762*267*197
UB762*267*220UB838*292*176UB838*292*194UB838*292*226
UB910*305*201UB910*305*224UB910*305*253UB910*305*289
UB914*419*343UB914*419*388UB914*419*446UB914*419*488
UB914*419*534UB914*419*585UB1016*305*222UB1016*305*249
UB1016*305*272UB1016*305*314UB1016*305*349UB1016*305*393
UB1016*305*415UB1016*305*438UB1016*305*494UB1016*305*584
钢铁冶金:CCT曲线的绘制试样钢种为WLX82A,轧制前坯料尺寸为200mm200mm6000mm,成品断面尺寸为.5mm。于粗轧机出口摆剪处剪下一段粗轧坯试样,加工为中8mm15mm的圆柱体。将试样加热至1100℃,保温5min后冷却至1050CC,以50/s应变速率、60%相对变形程度进行压缩变形。根据现场的生产工艺,设定了3个起始冷却温度880、910、940℃,变形后的试样分别从880、910、940℃开始以0.10、20、30、40℃/s7种不同的冷却速度进行冷却至200℃,测得温度.膨胀量时间曲线,用热膨胀法确定相变温度和时间,利用Origin软件绘制动态CCT曲线。





















